

Abstract
Since sheep wool is not used for commercial purposes in our country, farmers receive no money from this sector. It has enormous potential for use in various final products and as textile fibers. The awareness surrounding the use of natural fiber products is increasing. If the right processing techniques and goods for modern needs can be created from this fiber, it can play a big part. Jute fibers of BTD grade were chosen as the raw material for this experiment. Over the past few years, 50 kg of native wool fiber and two bales of BTD jute fiber have been collected. Three test batches weighing roughly 50 pounds each of jute fiber, 5.5 pounds, 12.5 pounds, and 21 pounds of native wool fiber were treated, and the results were examined. After processing, 8 lbs of yarn per spyndle were produced from a second batch of BTD jute fiber. Measurements were made of the tensile strength, count, extension at break, and quality ratio of both 100% jute yarn and blended yarns (90:10, 80:20, and 70:30).
Keywords: Blended yarn,
Wool, JBO, Sliver
Introduction
Natural cellulosic bast fibers include jute. It is a fiber suitable for spinning textiles. Because of its strongly aligned long chain molecules and ‘composite-like’ structure, jute fiber has low extensibility. Some noted disadvantages of jute include poor drapability and crease resistance, brittleness, fiber shedding, and yellowing in sunlight. Jute yarns, especially the finer ones, exhibit higher irregularity as compared to cotton or wool yarns. At present, there are large numbers of man-made fiber in the world textile market. Jute fiber has been facing a tough competition with man-made fiber since its emergence in the world textile market. To overcome this competition, it is necessary to produce different diversified jute goods by using jute and jute blended yarns as well as improving the productivity (Mahabubuzzaman, 2006).
Industries are gradually losing their productivity, and very reasonably less effort are given to improve the productivity. The study was designed to compare the different blend ratios of jute and wool fiber blended yarns. Blended yarns can be used as raw materials for production of diversified and value-added jute products. There is a prospective market for jute and jute blended yarn in the world. As a result, diversified uses of jute will be increased. So, it is most essential to produce jute-wool blended yarn by the existing machine through an extensive study (Shah and Prasad, 1995).
Materials and Methods
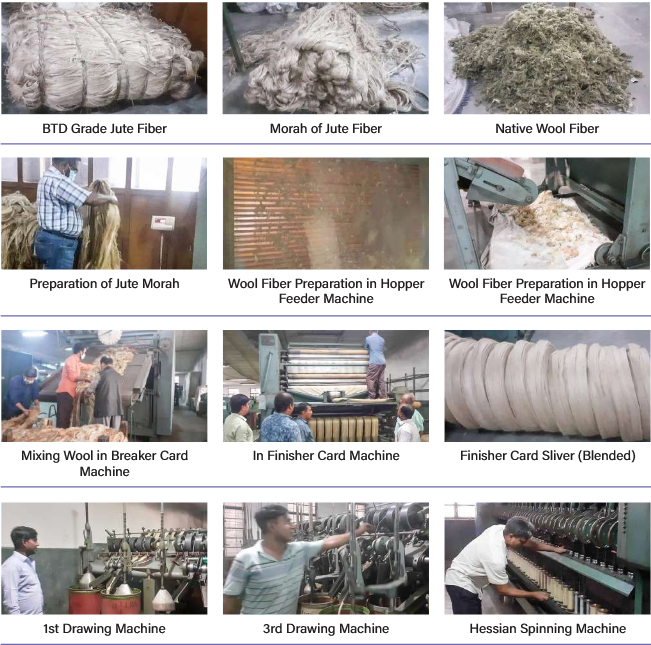
The objective of this project is to devise the most suitable and effective process blending for manufacturing jute-wool blended yarn. The blending method was attained by spreading the component fibers in desired proportions by weight over the Beaker Card Lattice and may be termed as Lattice Blending Process. Then tuft of layered/stacked fibers was fed into Breaker Card Lattice. In this process, hand feed was applied.
The slivers, thus delivered from the Breaker Card were then process through the sequences of conventional jute system. In order to determine the most suitable and effective process of blending, several blend trial of jute-wool in the ratio of 90:10, 80:20 and 70:30 were carried out following the aforesaid methods.
Four samples of yarn were made according to the following ratio:
Jute : wool fiber (90:10)
Jute : wool fiber (80:20)
Jute : wool fiber (70:30)
100% jute yarn
For manufacturing of jute-wool blended yarn, about 50 lbs of jute fiber was taken out from the pucca bales (BTD). Then accurate morahs of definite pre-calculated weights was prepared from the jute reeds. After passing these morahs through the softener machine with simultaneous application of emulsion, these fibers were kept in piles for 48 hours. After opening the piles, the morahs of jute fibers are then fed by spreading on the lattice of the breaker card. For blending at desired proportion, appropriate amount of wool fiber was taken by weight. These wool fibers were separated and opened up as much as possible, first by passing through a teaser card and also manually by hand,

when required. The slivers then delivered from the breaker card, were then fed into the finisher card. The finisher card slivers are then passed through three stages of drawing and doubling; commonly known as first, second and third or finisher drawing. In other words, the jute fiber was processed through the conventional back processing machinery and stages. The final jute sliver ready for spinning was obtained from third drawing frame (Kendall and Telfer, 2000). The linear density of third drawing sliver was controlled for requirement of flyer spinning machine to produce jute-wool blended yarns. Finally, the spun yarns were tested as per standard method.

Results and Discussions

Jute fibers of BTD grade and native wool fiber were selected as raw materials for this experiment. Jute-wool blended yarn of 10 lbs/spyndle was made by mixing wool in the ratio of 70:30, 80:20, and 90:10. Moreover, 10 lbs/spyndle of 100% jute yarn was also made in conventional jute spinning system, and the processing performance was observed (Ali, 1997; Jabbar and Rahman, 1990).
Table 1: Physical Properties 3rd Drawing Sliver
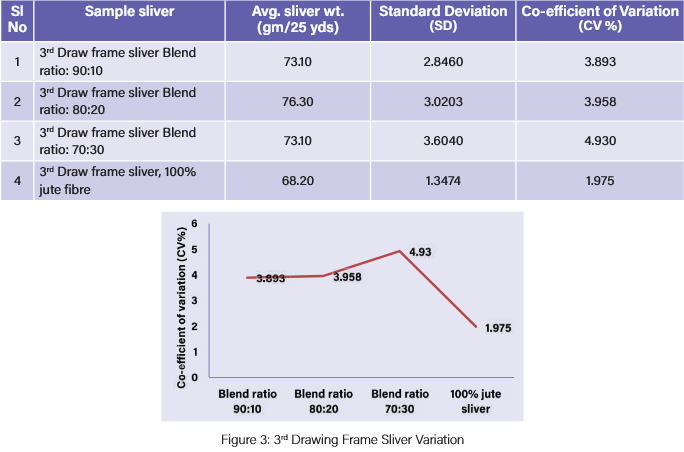
From this graph, we can see the result of 3rd drawing frame sliver. From this table, it can be seen that the CV% of 3rd drawing frame sliver increases with increase in wool content. Moreover, CV% is very low in case of 100% jute sliver (Ahmed et al., 1996; Khan et al., 2011).
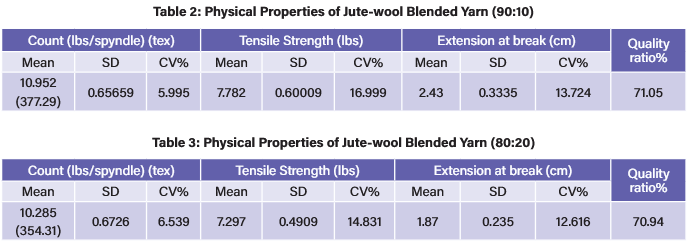
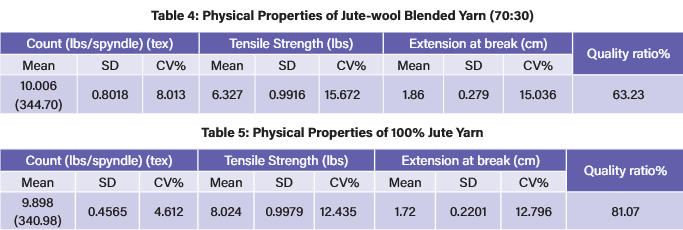
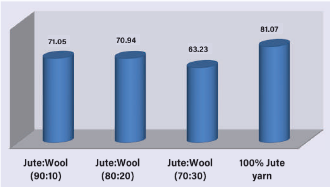
From these tables and graphs, it can be seen that quality ratio of yarn was 71.05 for blending ratio 90:10, quality ratio of yarn for blending ratio 80:20 was 70.94, quality ratio of yarn for blending ratio 70:30 was 63.23, and 100% jute yarn quality ratio was 81.07.
From these tables and graphs, it can be seen that quality ratio in blending ratio 90:10 and 80:20 is almost same, but in case of 70:30 the quality ratio value is comparatively less. Moreover, in the case of 100% jute yarn, the quality ratio is much higher than that of blended yarn (Hossain et al., 2018; Zhao-peng et al., 2009).
Conclusion
Blending of fibers is the process of mixing two or more entirely different kinds of fibers together to form yarn of unique properties. In this experiment, quality ratio, the most important yarn characteristic, decreases as the amount of wool increases. Moreover, from sliver to yarn, its irregularity increases in all areas. Blended yarns were produced for using as raw materials for the production of diversified and value added jute products. If proper processing technology can be employed in this sector, the natural fiber will be a good resource for us and will meet today’s necessity in all respects of life. As the consciousness is growing for the use of natural fiber products, this wool can play a significant role.
References
• Hossain, M.T., Ershaduzzaman M., Jubayer M.M.U., Molla1 J.B., & Majumder M.K.H. (2018). Development of jute, cotton and sheep wool blended yarn using cotton spinning system. Bang. J. Livs. Res. Special 21(25), 173-177.
• Zhao-peng X. I. A., Jian-yong, Y.U., Li-fang L. I. U. & Fei-yan W. A. N. G. (2009). Studyi ng the Mechanical Properties of Jute/ Cotton Blended Yarns Using the Weibull Model. Journal of Donghua University (Eng. Ed.) 26 (4), 393-396.
• Ahmed, M. S., Sheikh, M. A. S. & Kabir, M. K. (1996). Com parative Study of Physical Properties of Jute, Cotton and Union Fabrics, Bangladesh J. Jute and Fiber Res. 21, 47-54.
• Ali, M. (1997). Blending of sulphonated Jute with Cotton, Rayon, Polyester, Acrylic and Silk Waste. Ph.D Thesis. University of Dhaka, Dhaka, Bangladesh.
• Jabbar, M.A. & Rahman, A. (1990). Modification of Jute Fiber by Etherificatiion. Bang. J. Juteand Fibre Res. 23-34.
• Kendall, N. R. & Telfer, S. B. (2000). Induction ofzinc deficiency in sheep and its correctionwith a soluble glass bolus containing zinc. VetRec. 146: 634-7.
• Khan, M. M. R., Mondal, M. I. H. & Uddin, M. Z. (2011). Effect of Bleach wash on the Physical and Mechanical properties of Denim Garments (ICME 2011): 18-20.
• Mahabubuzzaman, A. K. M. (2006). Effect of spindle speed on twist and strength of all jute yarn inmodified apron draft ring spinning frame. Bangladesh J. Jute and Fiber Res. 26, 39-44.
• Shah, R. K. & Prasad, N. M. (1995). Jute Cotton Furnishing Fabrics Produced on Handloomfrom Processed Blend Yarn, Chemical Technology Division, Ahmadabad Textile Industry’s Research Association (ATIRA), India: 1-3, 12-13.






